 |
|  |
| 

液压缸筒、活塞和活塞杆磨损或拉沟的修理以及保护措施
来源: 本站 时间:2020 - 12 - 11
一. 液压缸筒、活塞和活塞杆磨损或拉沟的修理
1)对于液压油缸配件进行修理时,要对其内、外径及圆度进行精确测量。若缸筒内孔磨损不严重,可用研磨芯轴研磨或在镗床上珩磨修理;如果活塞外圆磨损,可用电镀修复,磨损更为严重的应更换。若活塞杆磨损,可对其先进行刷镀,后进行磨削,最后调整活塞杆与导向套的配合精度,此时可对导向套适当扩孔或重新车制导向套。当进行上述修理时,切记要及时更换新的各种橡胶密封件。
2)活塞杆出现拉沟或产生其他硬伤时,可采用刷镀或焊补修复。补焊时,要先将活塞杆放稳,用酸水洗净油污,再将一块紫铜板(厚2 mm)弯成图4-24所示形状,其焊接开口的大小、形状要根据实际需要剪切,最后用螺钉将其夹紧在活塞杆上,且邻近的地方还要用绝缘材料挡好,才能开始补焊。焊后须修磨。
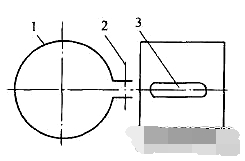
图4-24 焊补保护罩
1紫铜罩 2紧固螺钉 3焊接开口
3)电刷镀修复工艺。① 电净:选用TGY一1号电净液,活塞杆接电源负极(正接),通电,电压10~14V,时间l0~30s。电净目的是去除表面油膜。电净后用自来水冲去活塞杆表面的残液。②活化:选用THY一5号活化液,活塞杆接电源正极(反接),通电,电压l2~l5V,时间l0~30s;活塞杆接电源负极(正接),通电,电压l0~l2 V,时间l0~20s,此时括塞杆表面呈银灰色。活化目的是去除活塞杆表面的氧化膜。③刷镀底层:镀特镍(TDY101),无电擦拭3~5s。活塞杆接电源负极(正接),通电,电压l5~l8v。阴阳极相对运动速度10~15m/min。镀层厚度δ=2μm。④刷镀工作层:选用快速镍(TDY102),无电擦拭3~5s。活塞杆接电源正极(反接),通电,电压l5V。阴阳极相对运动速度12~15m/min,以消除应力、提高强度。当损伤处填满后,用金相砂纸、油石打磨表面,并用样板进行检测。⑤刷镀最终工作层:活塞杆接电源正极(反接),通电,电压15V。阴阳极相对运动速度l2~15m/min。镀铬金,镀层厚度δ=2~5μm。⑥抛光:用抛光轮对刷镀处进行抛光,使其表面粗糙度达到Ra=0.4μm,尺寸精度符合要求。
二. 液压油缸的保护措施
机械油缸的特性凸出,人们能够在运用全过程中见到。可是,平常人们要采取保障措施,只能那样才可以合理延长高压油缸的使用期。工作中时,汽车油箱的液位应持续保持在汽车机油标底基线漂移上,以避免油泵吸空。给油时,应用油水分离器网滤掉新油中残渣。经常应用时,每两月清洗1次油过滤器,大半年清洗1次汽车油箱,一起拆换新油。
油缸的正常操作温度为10℃-50℃。假如油温过高,应选用水冷却方式或停泵;假如油温过低,应选用加温或底压实际操作来增加油温。油缸出厂设置时设置的压力不可随便上升。
起动电动机前,将液压换向阀转到正中间部位。启动出光多次,以避免高压水泵在应用前吸进气体和开展气体清洗机械油缸出厂设置时,均根据额定值工作压力1.25倍的耐压试验。
由于胶原纤维的脆化,客户长期性应用时,应注意定期查看,大半年查看1次。当查看做耐压试验时,发病渗水,突起状况下,要拆换。应用时,应避免展现急转弯,一起不好离橡胶软管太近,以免出现事故。
下一篇:液压泵的工作原理与分类,定量泵与变量泵是啥概念?
□ 液压设备出现噪音的处理方式(2021-09-27)
□ 液压站常见的故障诊断,有方法很简单!(2021-09-17)
□ 液压系统噪音解决方法(2021-09-17)
□ 液压阀的知识要点和作用(2021-04-15)